Gimat solutions for chemical and plastic industries
Process-engineering solutions for plants handling chemical and plastic powders and bulk solids
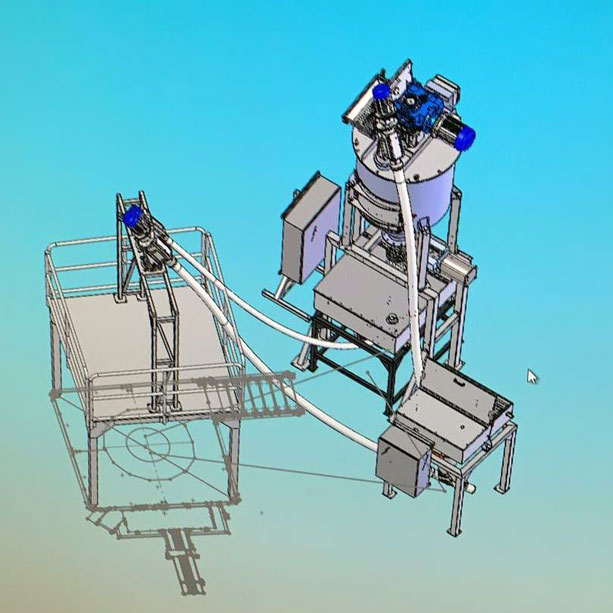
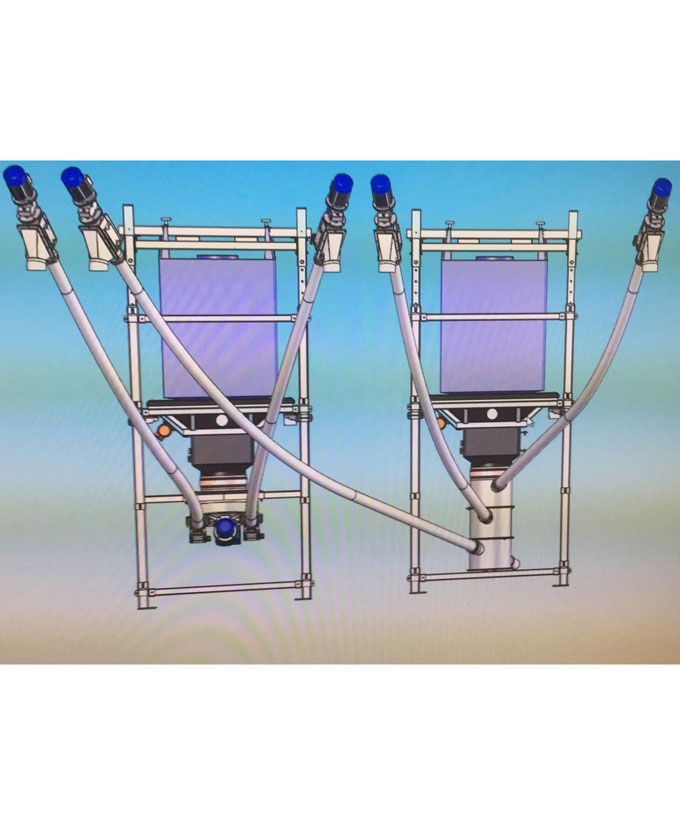
Twin High-Capacity Bulk Bag Unloader and conveying of recycled silica sand to a texturing blender
Customer requirement: This major UK manufacturer of concrete building products had a specific requirement to quickly feed recycled and virgin silica sand to a new texturing mixer within a pre-determined timeframe.
Due to the volume of raw materials that was required for the process it was impossible that a single operator would be able to load and unload the FIBC bulk bag discharging equipment within the required timeframe to keep up with the production requirement of the mixing process. The addition of a new texturing mixer was part of a much larger project to increase production in their range of textured bricks. The ability to recycle silica sand which is collected during their existing manufacturing processes and re-filled into Flexible Bulk Bags within the company was an important part of the sustainability and waste reduction policy.
- The customer demands were to transfer a specific amount of recycled raw materials from the bulk bags and virgin silica sand from a new bulk silo within a few minutes.
- The process would have to be completed by a single multi-skilled operator and the equipment had to integrate within a larger SOP (standard operating procedure) and programmable control system supplied by the automation provider.
- The bulk bag discharging equipment had to run at an optimum speed range to ensure energy efficiency during operation.



Gimat solution: GIMAT analysed the information put forward by the client as part of their functional designed specification and considered methods of efficiently transferring the raw materials from the bulk bags into the new dry blending system.
- The GIMAT bulk bag unloader was floor mounted and required the operator to lift bulk bags of material onto the bulk bag discharging frame, this required the operator to remove the cruciform from the equipment place the loops of each onto the frame and lift the frame onto the discharging station.
- Two bulk bag unloading systems were mounted together each with an extraction conveyor that would feed into a larger inclined screw conveyor to discharge the material into the blender.
- GIMAT selected the extractor conveyors to ensure that the high throughput and high bulk density of the silica sand did not affect the performance of the shaftless screw conveyors.
- Each station would feed material in turn into the inclined conveyor – this would allow the operator to have two bags of material on the discharging frames and once one bulk bag was empty the system automatically started to run the second bag of material into the process.



IBC unloading of wheat, special purpose conveying and packing system for woven wheat filled ‘Heatpacks’ of varying size
Customer requirement: A small high growth company who manufacture a range of wheat filled microwavable ‘heatpack’ products for domestic retail market needed a solution to fill the woven heatpacks using a simple semi-automatic packing system, to increase production and de-skill their current manual packing method.
- The customer needed to increase their production and de-skill the current packing process.
- Reduce the reliance on a few skilled workers that could be redeployed to higher value production roles.
- Remove the need for forklifts to operate within the production area.
- The system needed to be reliable and to fill a range of heatpacks from 300-600 grams.
- The system needed to run between 2-6 filled packs per minute.
Gimat solution: The application was quite unique as the customer had been filling the woven heatpacks manually and was unsure as to whether the system would satisfy all of their needs. The customer having no on site engineering staff looked to GIMAT to produce a cost effective simple to operate reliable packing solution.
- GIMAT supplied a purpose built rigid FIBC unloader to transfer the wheat into the conveying system.
- The GIMAT conveying system consisted to two 55 mm diameter flexible screw conveyors to transfer the wheat to the pneumatically operated discharge head.
- Each discharge head was individually controlled and foot pedal operated in order that the operator could set the transfer speed and time to fill the heatpacks independently of one another.
- GIMAT provided a simple control system with all of the controls housed within a single control panel to allow the customer to quickly and easily change the conveying parameters depending on the size of woven pack that was being filled by the operator.
This application was customer driven and GIMAT produced a tailored engineered solution to ensure that the customer demands were met, GIMAT provided the mechanical installation and commissioning of the systems.
Sack Tipping, Conveying & Vertical Mixing of Epsom & Himalayan salt for processing and repacking into plain and fragranced bath salts
Customer requirement: Current management team have experienced a surge in growth for their repacked range of homeopathic plain and fragrance bath salts. To maintain pace with demand the customer installed a new multi-head weighing system and needed a bulk handling solution to deliver both plain and mixed bath salts to the packing machine.
- The customer needs a reliable conveying system to deliver plain bath salts which were decanted from 25 kgs sacks.
- To add value to the plain salts Westlab wanted to mix the plain bath salts with a range of fragrances.
- The control system was needed to integrate with the multi-head weighing system to produce a seamless turn-key operation from sack tipping to conveying to the mixing processes.
- Any equipment needs to be easy to clean and all contact parts had to be 316L stainless steel.
- The system needed to be reliable and capable of operating at 16 hours per day.


Gimat solution: The customer was very specific with the requirements as this new system represented a significant investment and was a key aspect to their growth targets. GIMAT provided Westlab with on-site trials to prove the vertical mixing technology would work effectively with the range of fragrances that they would be mixing with the plain salts. The customer provided GIMAT with a footprint of the space available and the engineering team then had to provide a solution to work within the site restrictions.
- GIMAT supplied a 500-litre sack tip hopper for the operator to manually unload the base into, this hopper would then either transfer directly to the multi-head weighing system or into the vertical GIMAT mixer.
- Any material that needed to have fragrance added would be fed into a 1000 litre GIMAT vertical mixer, this mixer featured all 316L contact parts and is a vertical version of a ribbon blender, the vertical configuration allows a minimum amount of material to be retained after each mix and assist the customer during the cleaning processes between different fragrances.
- The control system was designed to work with the multi-head weighing system so that either plain of fragrance material could be conveyed to the inlet hopper on the multi-head weigher.

Bulk Bag Unloading and conveying of PVC and Calcium Carbonate into multiple mixing vessels
Equipment:
- Bulk-bag discharger
- Flat bottom agitator
- Flexible screw conveyors
Customer: Binders, primers and adhesives manufacturer
Customer requirement: Due to increased demand for a high-quality wall-paper adhesive the company who are a leading manufacturer of high-performance adhesives for a wide range of industrial applications, had a requirement to discharge bulk quantities of PVC and Calcium Carbonate from single use bulk bags into three process mixing vessels.
- The customer needed to scale up their production and remove unnecessary manual handling of 25 kgs sacks of materials into process vessels.
- Reduction of costs by using 1000 kg flexible bulk bags.
- The two new bulk delivery systems had to have the capability to feed any one of three new process mixing vessels.
- The system needed to be reliable and to operate at a minimum of 2500 kg per hour.
Gimat solution:The application was difficult as it required multiple conveyors to be utilised from a single bulk bag outlet(s) manifold to feed the individual process vessels. Space was also restricted due to the close proximity of the new mixing vessels to the bulk bag discharge frames.
- The Calcium Carbonate bulk bag discharger needed to feed two out of the three new mixing vessels.
- GIMAT supplied a flat-bottomed agitator for ease of product flow for the Calcium Carbonate using variable speed drive system to feed the powder into the variable speed drive flexible screw conveyors.
- The PVC bulk bag discharger was fitted with a unique outlet manifold that would allow the system to deliver PVC into any of the three new process vessels.
- The manifold was fitted with a level sensor to detect material was present in the manifold prior to discharging, in the event on an empty bag or no material present an audible alarm would sound.
- Both systems had their own control panels which were integrated into the customers own control package.
This application featured a number of engineered solutions to ensure that the customer demands were met, GIMAT provided the mechanical installation and commissioning of both systems.